盤磨機的新發展
1 研磨材料
不同的磨盤對打漿質量和能耗影響很大。比如磨盤壽命短,更換頻繁,電耗增加,制漿質量波動,直接影響整個造紙系統的生產。近年來,我國新開發的JZM型磨盤設計采用中國不銹鋼或合金進行鑄鐵為原料,使用網絡壽命比普通磨盤長得多,而國外一個盤磨機多采用各種合金鋼,其使用壽命為半年至一年。據報道,國外使用陶瓷燒結磨片的壽命可達2年。
2 新型盤磨機的開發
(1)高耐磨盤磨機。采用工作表面硬化的方法來提高磨盤的耐磨性。母材采用低合金灰口鑄鐵,耐磨層采用高含量鉻鑄鐵。在齒面上形成了高硬度耐磨組織(M3C+M7C3結構的共晶碳化物),鑄造了一種新型耐磨磨盤。磨盤耐磨性強,使用壽命延長至原來的2倍以上。
(2)圓釘結構式磨盤。在破碎區,采用一個圓形進行排列的小圓銷代替中國傳統磨盤中的徑向磨齒,增加了一些纖維在破碎區的停留一段時間和纖維的碰撞問題次數,能量更大在漿料的壓縮中消耗。纖維磨削的能量相對降低,從而降低了磨齒對纖維的切割效果。與傳統精煉技術相比,雖然我們精煉能耗方面有所發展增加,但由于纖維長度和強度的增加,為后續工作環節節省了能耗,從而降低了綜合能耗、纖維特性和紙張產量。質量有了很大的提高。
(3)漸開線梯形盤磨機。所選斷面為梯形磨齒,增加了一個纖維與齒面的貿易摩擦不斷接觸建筑面積,減弱了磨齒刃對纖維的切削技術作用,加強了對纖維的清掃工作作用。同時,梯形齒結構和齒槽的倒梯形結構減小了研磨區中纖維和流體之間的速度梯度,減少了速度差造成的切割和損傷。新型磨漿片主要處理廢紙原料,提高了磨漿后的纖維質量,經實踐驗證,效果良好。
盤磨機控制方式的發展趨勢
盤磨機過程進行控制信息技術的發展分為三個階段。第一階段以圓盤磨漿機電流為主要參數,手動或電動控制調整圓盤間隙;第二個階段是以單位打漿功率為主要參數對系統進行控制和調整,第三階段是以磨削壓力為主要參數對系統工藝參數進行調整。目前,第二個階段技術被廣泛用于控制打漿過程。
經過30多年的快速經濟發展,我國在大口徑、低能耗的盤式磨漿機研制工作方面積累了我們一定的經驗。鑒于中濃盤式磨漿機在國內中濃磨漿機上取得了一定的成績,有必要加強中濃盤式磨漿機的研制。研究開發新型結構節能磨漿機。關于圓盤磨漿機的控制,如何將控制模型與打漿理論有機地結合起來,是一個亟待解決的問題。研究工作人員管理需要進行開發更強大的在線傳感器,利用在線測量數據技術,實時調整盤間隙,建立打漿過程的多操作變量優化內部控制信息系統。研發技術更適合作為我國主要原料的磨盤,優化磨盤齒形參數,進一步通過降低精煉能耗,提高打漿質量。

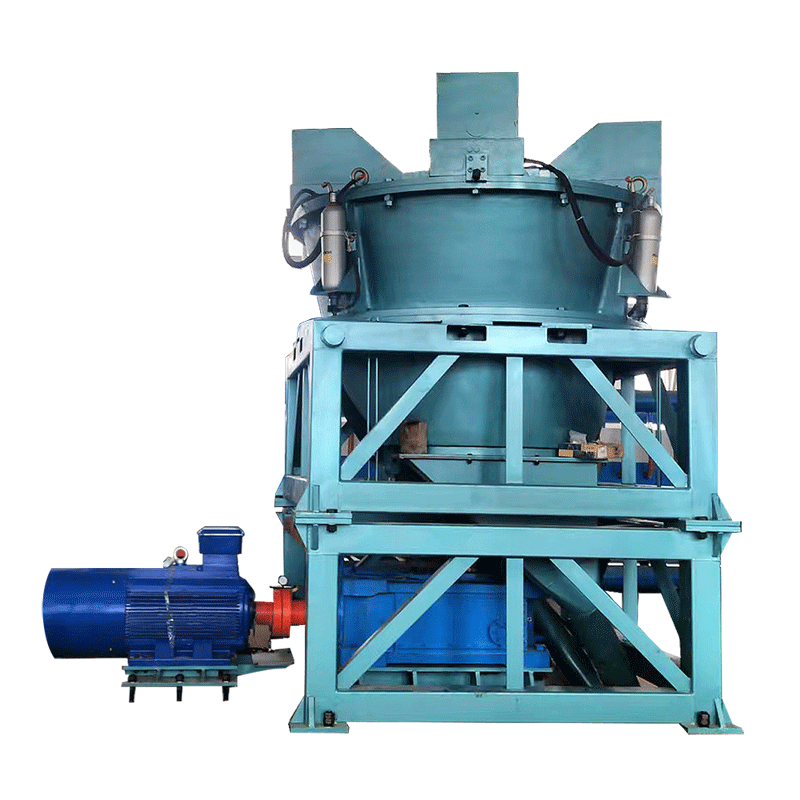 GPM盤磨機
GPM盤磨機 旋錐磨
旋錐磨 GYLM立磨
GYLM立磨 GL環輥磨
GL環輥磨 湖南某碳酸鋰生產線
湖南某碳酸鋰生產線 盤磨機在碳酸鋰制備工藝中的應用
盤磨機在碳酸鋰制備工藝中的應用 浙江工業硅粉磨項目
浙江工業硅粉磨項目 江西長石粉磨項目
江西長石粉磨項目 客戶培訓
客戶培訓 技術支持
技術支持 正品配件
正品配件 維修保養
維修保養 礦山開采
礦山開采 煤粉制備生產線
煤粉制備生產線 鐵礦石粉磨生產線
鐵礦石粉磨生產線 電廠脫硫
電廠脫硫 其它領域
其它領域 石灰石煙氣脫硫用什么機..
石灰石煙氣脫硫用什么機.. 立磨運行中差壓高、立磨..
立磨運行中差壓高、立磨.. 公司介紹
公司介紹 企業文化
企業文化 榮譽資質
榮譽資質 人才招聘
人才招聘 聯系我們
聯系我們

